One of the few surviving examples in the country.
It is a cross compound condensing engine supplied new to the mill for £1,810 in 1910, (£218,000 at 2019 prices).
Originally developing 240 HP at 88 revs per minute the engine was later up rated to 300 HP and was the main power source for the mill until closure.
High pressure cylinder 14.5” diameter x 42” stroke. Low pressure cylinder 27” diameter x 42” stroke.
Working principle
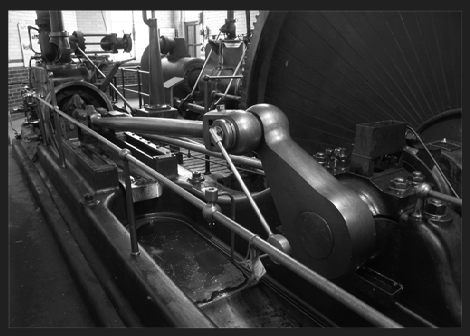
Steam from the boiler next door is admitted into the right hand cylinder and expands pushing the piston to and fro powering the rig
ht hand crank next to the flywheel.
The lower pressure steam is then exhausted through a large pipe under the floor to the left hand cylinder where more expansion pushes the piston and crank to the left of the flywheel.
This cylinder exhausts into the jet condenser by the engine house door where a vacuum is produced providing a 12% increase in the efficiency of the engine.

Lubrication
The pistons and valves are lubricated with steam cylinder oil, a heavy oil that is fed into the steam supply to each cylinder, atomised by the heat and carried around the moving parts. Attached to the low pressure cylinder is the brass twin cylinder steam cylinder oil pump driven by a leaver and ratchet from the exhaust valve eccentric rod.
All other moving parts are lubricated by various types of oiler positioned around the engine that are topped up by the engine driver. The crankshaft bearings are each supplied with oil pumped from a small tank into the “aquarium” above each main bearing from where it drops into the bearing
Flywheel and crankshaft
The cranks are set at 90 degrees to each other on either side of the flywheel which weighs about 12 tonnes. The spokes of the flywheel have been boarded in to reduce windage in the engine house.
Grooves machined in the outer rim carry cotton drive ropes which transmit all the power developed by the engine to different size pulleys on each floor of the mill.
This drive system is housed in what is called a “rope race” built on the end of the mill building. (This rope race is a rare surviving example).
Valve gear
The inlet valves on top of the cylinders are known as drop piston valves. These are pistons working in a cylinder with ports around the bottom which are uncovered by lifting the piston, thus allowing steam into the cylinder.
Condenser
Inside the hollow casing of the condenser there is a single acting piston connected to the low pressure piston.
It works in a cylinder with non-return valves at the outer end (by the engine house door) and a ring of ports at the low pressure cylinder end.
Barring Engine
One side of the flywheel has gear teeth around the edge. Engaging into these with a sliding pinion enables a small single cylinder inverted vertical engine to turn the flywheel to the starting position or for engine maintenance, valve adjustment, or the like.
It is called a barring engine because it replaces the use of a long bar inserted in holes around the flywheel to turn the engine by hand.








